
STEP 1
Designing the component in CAD software.
STEP 2
Converting design to an STL file format
STEP 3
Setting up the 3D printer.
WHITEPAPER

Signup or download the pdf version to get notified when we publish the latest guides.
The primary driving factor for the adoption of 3D printing techniques in the development of products is that 3D printing is an additive manufacturing process.
Traditionally, products are constructed using a subtractive process that involves removing material from an object until it creates the desired part. Products that are manufactured with this method are most mass produced items.
Although accurate to the needed requirements, these methods produce waste and many components require multiple machining runs to reach the desired specifications. Additionally, for producing prototypes and proof of concepts, the costs associated can be high due to the nature of reiterations during the design process and expensive tooling machines used.
3D printing instead works through building millimetre thick layers using a variety of different materials such as carbon, nylon, metal and different plastics. Many more materials are continuing to be developed to meet manufacturing needs.
The promise of producing full products at home is not yet realized, nevertheless, rapid developments are happening in other areas, namely all the major engineering fields such as the automotive field, aerospace, mechanical engineering and civil engineering.
The aim of this white-paper is to highlight the most utilised 3D printing techniques and explore the qualities that each technique has. This paper will highlight material choices and both the strength and weakness of each printing technique in the context of rapid prototyping within an organisation.
The 3D printing process involves steps that need to be taken before the creation of a prototype or end-use product.
CAD software has been one of the biggest contributors to the advancement of 3D printing technologies. It is used in nearly all product development processes in some form or another. It is a crucial tool that creates 3D objects that can help product development teams test and adjust key elements in a product before shipping.
The 3D printing process has become easier due to the advancement of software that can make use of the technology.

The current state of 3D printing is dominated by a number of techniques, each having a different procedure, materials, and performance and end product properties. The method chosen is dependent on the requirements by the user. The three most used are:
These 3 types differ mainly with the state of the raw materials before the printing process. FFF uses melted plastics, known as a filament, SLA uses a liquid resin as a starting base while SLS begins with a powder composite that is melted to form the model.
3D printing is used for 3 main applications:
FFF is the most commonly used additive manufacturing method. It utilises a filament (coiled plastic) that is melted through a heated nozzle and the desired part is built layer by layer.
The printer consists of two nozzles able to move along the X and Y axis. Additionally, it includes a build tray that moves down as each layer is constructed. FFF is mainly used for rapid prototyping. The layer height range is between 0.04-0.4 millimetres.
This method is the most accessible since materials are affordable and so are the printers. Additionally, the wide range of materials is constantly being developed meaning more versatility will be possible in the future at a lower cost.
FFF DIAGRAM
The SLA technique uses a photosensitive liquid resin that is hardened by using a light source. In contrast to FFF, an object is created through a build platform being lowered into the resin and a light source above or underneath hardening the material. The objects created are usually more accurate and smoother than FFF, however this method is mainly used for intricate small objects and has issues with larger objects. There are industrial options available, but these are mainly used for businesses that need custom parts for clients or custom tooling.
SLA DIAGRAM
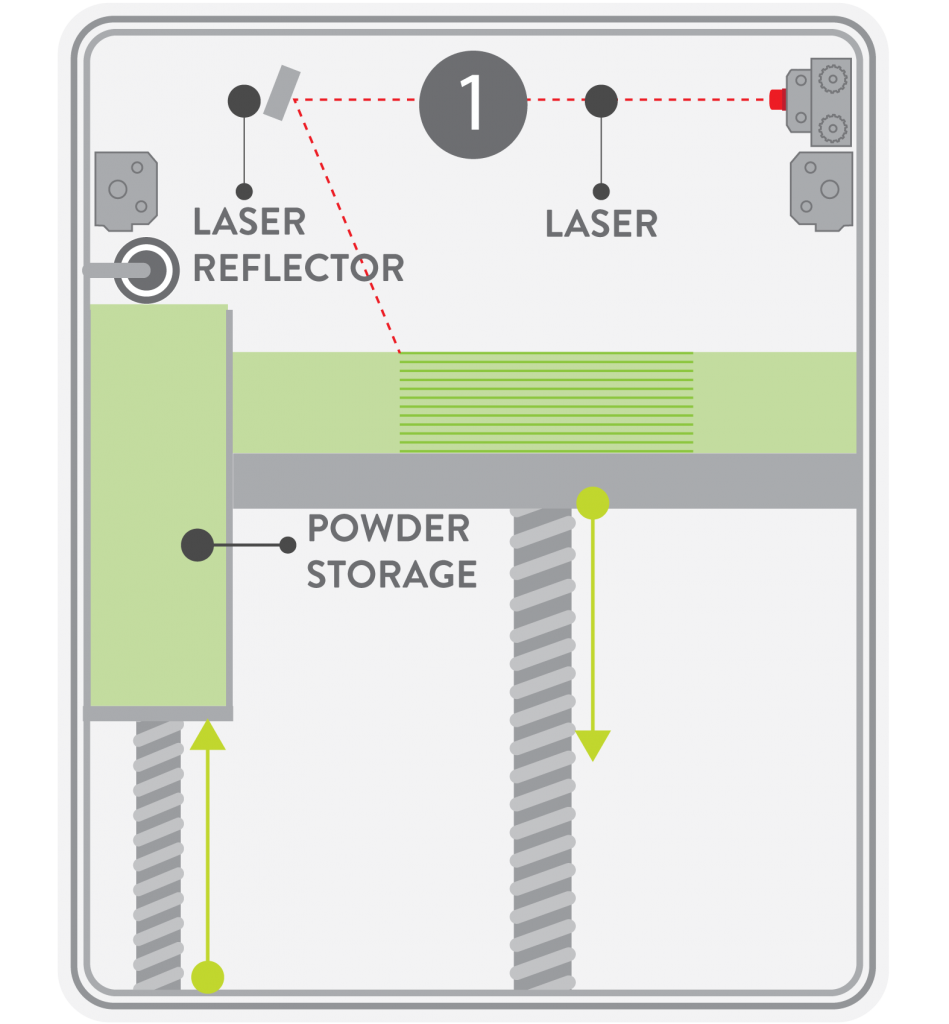
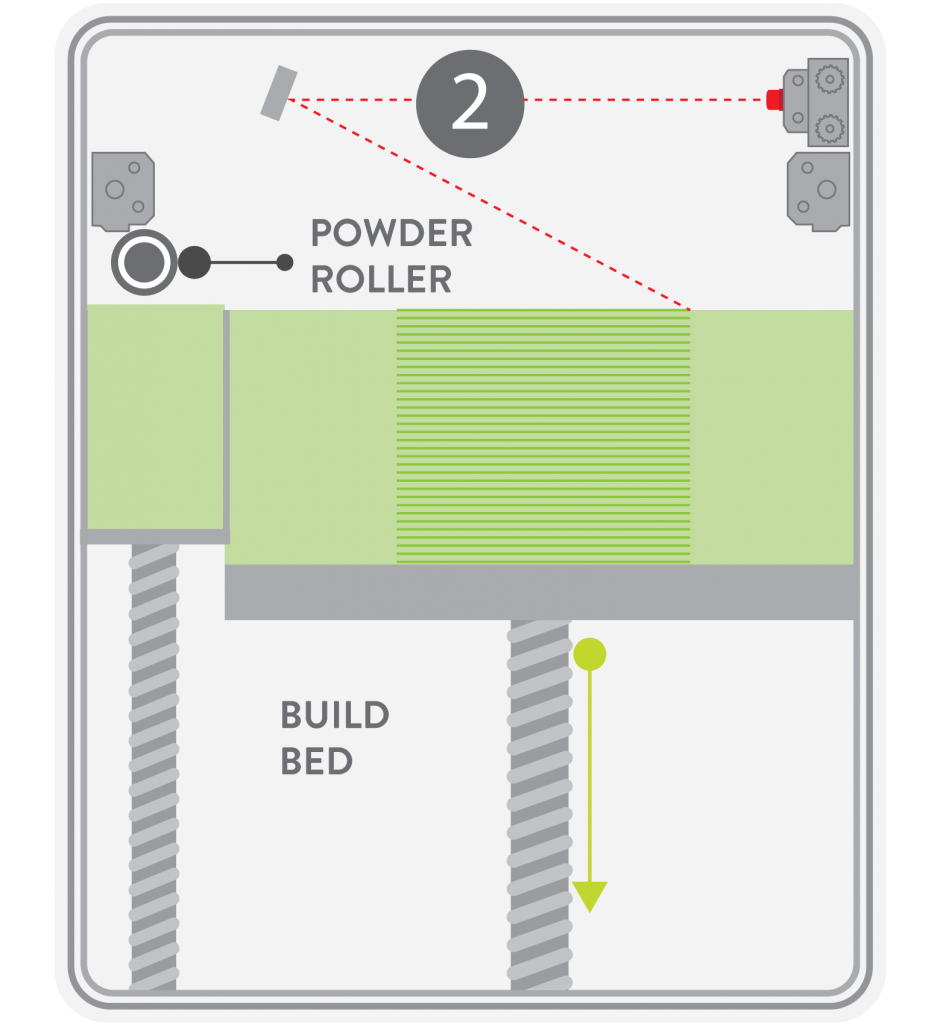
Selective Laser Sintering (SLS) is a method that uses a laser to solidify a powder material. It works by having a build area that is filled with a powder composite and storage compartment.
The small amount of powder in the build area is heated to just below its melting point by a laser. As the laser melts the first layer, the build platform moves down as the powder store area moves up. This action adds a new layer that can be melted by the laser.
The other powder that remains in the build area also acts as a support for the object. This method is suitable for functional components and end products. Generally, SLS is used with different polymer materials while metallic components are produced using DMLS (Direct metal laser sintering).
This process is similar but has different power requirements and slightly different processes due to the metal.
Traditionally SLS is a method that has been strictly used by large institutions due to the high price of an SLS printer.
SLS DIAGRAM
Rapid prototyping is a method of quickly manufacturing prototypes of products or creating tooling quickly and cost-effectively. The goal for many product development teams is to reduce the lead time in the development process. Many companies face bottlenecks due to the need to ensure quality for the end product. Both designers and engineers need to create prototypes to ensure that there are no design flaws in the product. Prototyping allows the development team to demonstrate products to stakeholders, create debate on design choices and quickly redesign faulty prototypes. The advent of 3D printing has meant the process has evolved and allowed for a number of advantages over the standard methods.
Before the decision to start rapid prototyping with 3D printers, there are a number of questions that a product team needs to answer.
1. The research and planning stage involves information gathering and accurately defining the goals, the problem that the product will solve and objectives before the design phase.
2. The design phase involves creating product mock-ups and using CAD software to create a 3D object. Reiterations are carried out after the evaluation stage if problems are discovered.
3. Before the product can be built, a design review is carried out to better reach product goals and requirements.
4. After approval of the design, the build stage involves printing the design and then evaluating the object to see if it meets desired specifications. If issues are discovered, the process begins again before production.
Before 3D printing’s technological advances, two of the most popular standard prototyping methods have been injection moulding and CNC machining. These methods are all subtractive and have some limitations. They are usually expensive considering the material wastage and requirements of complex expensive machines to create an object.
CNC machining involves creating a CAD model, with a precise machining plan which is created to instruct the CNC machine on how to cut, mill or drill the raw material into the desired object. This process is time-consuming and many complex objects require multiple runs in order to meet the product specifications. Considering this process, if a reiteration for a product is needed, the process needs to be restarted. This method is extremely expensive and requires careful planning. The advantages are only felt when it comes to mass production but are limited during the product development stage.
Injection moulding is the process of creating parts using melted material by inserting it into a mould and then allowing it to harden. The process is widely used in manufacturing and has its own advantages and disadvantages. However, issues arise when it comes to prototyping since it is a large industrial process that requires special tools and is mainly used in the production of metal parts and plastics. The costs to benefit is limited during the product development stage and this method is slow when changes are required. A small or medium sized business cannot justify the cost in relation to benefit during the development of a product. Additionally, the handling of the molten material is a safety concern for many businesses. Safety precautions are implemented but accidents can still occur.
3D printing, unlike the previous methods, is the fastest technique for rapid prototyping. Lead times are significantly lower irrespective of product complexity and the costs are minimal.
The second step in the rapid prototyping decision process is to make decisions regarding what kind of 3D printer to use depending on your fidelity requirements. In terms of complexity, all 3D printers can achieve complex geometries, unlike subtractive methods. For low fidelity concepts that involve more visual prototyping and basic functional prototypes with no specific requirements then the best choice would be FFF. FFF recently has made strides in quality and can create high-quality prints. Higher fidelity requirements can be achieved with SLA, however, the higher fidelity requirements mean more costs, both in materials and general operational costs. SLS can achieve medium fidelity models, mainly intricate small models and has the added bonus of metallic materials, but the investment requirements are the highest with printers being the main cost.
Resource decisions for 3D printing depending on:
In terms of choice in printing techniques, FFF, as mentioned, is the most affordable. Printers start at US $1500 and prices go upwards for higher-end models. The higher-end models have features and capabilities to improve the quality of prints and better print quality. In terms of printing volume, FFF also has the largest capacity possibilities. The material costs also are relatively low with filaments starting around US $50, while the more expensive filaments, especially for engineering purposes can cost around US $100. This cost-benefit means a higher volume of printing can be achieved at a lower cost than the other printing technologies. FFF printers also come in a variety of sizes and have the largest advantage in printing larger models. The largest printers can build models over a meter long and post-processing is minimal with less waste than other printing technologies.
TECHNIQUE COMPARISON TABLE
SLA printers are relatively expensive with prices ranging from US $3000 to over US $80000. Material costs, however, begin at around $150 for resins and as stated, prices increase as you purchase for higher fidelity requirements.
The volume capabilities of SLA are lower than the other printing techniques due to the need to cure the liquid resin. Additionally, the part sizes that can be printed are smaller than other printing technologies. This is due to the nature of the printing setup where many machines lift the object from the resin, therefore larger objects can be challenging to print.
There are reverse setup options where the laser is above and this allows the volume capacity to increase but at a cost. These printers incur large investment costs and management of the liquid resin in a large printer is difficult during the post-processing step.
SLS printers are the priciest, but they offer medium print quality. They are mainly for large organizations and pricing starts at US $10000 and can reach above US $500000 for industrial configuration printers. Material costs are also pricey, starting at US $100 and the metallic powder being the priciest. SLS printed parts can be larger than standard SLA, but smaller than FFF’s capacity. Select Laser Sintering is suitable for more high-fidelity oriented printing and is effective in the higher end production requirements for engineering companies. These requirements are for end-use products, functional prototypes at the end of the product development process before full-scale production can begin.
SLS printers are the priciest, but they offer medium print quality. They are mainly for large organizations and pricing starts at US $10000 and can reach above US $500000 for industrial configuration printers. Material costs are also pricey, starting at US $100 and the metallic powder being the priciest. SLS printed parts can be larger than standard SLA, but smaller than FFF’s capacity. Select Laser Sintering is suitable for more high-fidelity oriented printing and is effective in the higher end production requirements for engineering companies. These requirements are for end-use products, functional prototypes at the end of the product development process before full-scale production can begin.
Before making a purchase of a 3D printers, the issue of safety is a major factor depending on intended use. Having machines that use heat, lasers and a multitude of different materials that can be mishandled is a risk that needs to be considered at every step of the prototyping process. Each development team needs to assess the usage frequency, the location of the printer, how well trained are the users and the safety features of the printer before making a purchase. Each printer has its safety concerns when it comes to usage and some need more safety training than others.
The following table highlights key areas of concern:
Subscribe to our weekly newsletter for useful tips and valuable resources.
United States
United States
Leapfrog contact information in The Netherlands
H. Kamerlingh Onnesweg 10
2408 AW Alphen aan den Rijn
The Netherlands
PO Box 252
2400 AG Alphen aan den Rijn
The Netherlands