Strength
Engineering PLA strength is greater than the standard PLA and has great impact resistance for many use cases. Users can create great models and use EPLA to create tooling easily for their enterprise.
Ease
Engineering PLA has a low melting temperature and can benefit aesthetically from active cooling. This makes it a great filament to start with since it isn’t prone to warping like ABS.

Accuracy
EPLA is not prone to warping or cracking like other filaments, therefore tolerances are easier to achieve in comparison to other filaments.
Biodegradable
EPLA is derived from natural sources such as sugar-cane or corn. This makes it biodegradable and will degrade within 6-12 months if it is discarded.
Disadvantage
EPLA has some degradation issues where the colour fades as time passes, especially if it is exposed to direct sunlight.
Disadvantage
EPLA does not have much heat resistant properties and it begins to soften at 60ºC.




Strength
ABS offers great strength for parts and is often used to create tooling. It is more durable than EPLA and is often chosen because of this despite it having more stringent print settings.
Heat Resistant
Another desired property that ABS offers is it is highly heat resistant, which makes it ideal for a wide range of engineering needs.

Impact Resistant
ABS offers parts that are less brittle than EPLA parts. It is slightly more ductile, which creates parts that can withstand high impact situations.
Rigid
ABS printed parts are also highly rigid and do not bend easily. This property compounded with its strength properties means that parts can withstand stresses far more than EPLA.
Disadvantage
ABS can warp significantly during the printing process. This is especially pronounced at the edges of your model as some areas cool faster than others which can pull the model of the print bed. This can be mitigated with proper adhesion techniques.
Disadvantage
Due to shrinkage, ABS has lower dimensional accuracy in comparison to EPLA or HIPS for example.

Strength
PETG is very strong and this allows it to withstand high pressures in comparison to other filaments. This is especially pronounce in load bearing applications.
Chemical Resistant
Considering its use in the creation of various containers, PETG is not affected by a wide selection of chemicals and this property is useful in certain engineering projects.
Impact Resistant
PETG has very high impact resistant properties with the added benefit of being ductile. This means its less brittle than ABS/EPLA and won’t break easily if a force is applied.
UV Resistant
In contrast to ABS, PETG parts aren’t affected as much by UV radiation and can withstand it better.
Disadvantage
Although strong, PETG parts scratch easy in comparison to other materials like PP.
Disadvantage
PETG can string a lot during the printing process.





Strength & Durability
Nylon is one of the strongest and most durable filaments on the market. It offers parts that can resist wear and tear and also offer great tensile strength.
Low Friction
Having a low coefficient of friction means that Nylon is a great material for producing parts like gears or parts that require motion.
Impact Resistant
Nylon parts have great impact resistance and can absorb impact forces with minimum deforming. They give users versatile options for prototyping applications.
Heat Resistant
Nylon allows for the creation of various engineering parts that can withstand high temperatures. Combining this attribute with the low friction feature can create strong functional prototypes.
Disadvantage
Achieving optimum bed adhesion can be challenging when printing with Nylon.
Disadvantage
Nylon is highly hygroscopic which will affect print quality if the filament is not dried properly.





Elasticity
TPU parts are both highly elastic and flexible which offers a unique combination of 3D printing applications for both visual and functional prototypes.
Chemical Resistant
Parts produced with TPU are resistant to most standard chemical solutions which opens it up for a range of uses to create long lasting parts.
Impact Resistant
Flex parts are highly impact resistant due to its elastic rubber like properties.
Heat Resistant
Due to its abrasion resistant properties, coupled with the elasticity, flex parts will last and endure various stress depending on the build direction.
Disadvantage
TPU is challenging to print with because it strings significantly and can ooze. This is due to its elasticity properties making it harder to work with.
Disadvantage
TPU prints cannot be post processed after printing which can be a minus for visual prototypes.







Heat Resistant
PP has great heat resistant properties meaning it is ideal for engineering applications. This mainly due to its melting temperature which is at 164 ºC.
Chemical Resistant
PP is not affected by most solvents and is often used to create containers for various chemicals.
Impact Resistant
Because off the semi-crystalline structure, PP is highly resistant to impacts. The flexibility features also make it useful since it is often used to create hinges in standard manufacturing.
Heat Resistant
PP is highly resistant to wear and can create parts that do not erode easily with heavy use. Furthermore, parts created are strong while being lightweight.
Disadvantage
PP does not bond well with any other material and this means it is not possible to print with standard adhesion methods apart from PP based adhesive products
Disadvantage
PP models cannot be post processed due to its adhesion issues.


Water Soluble
PVA is soluble in water which means post processing is relatively easy. Depending on the amount used, all that is needed is to submerge the model in water for a few hours and the PVA melts away.
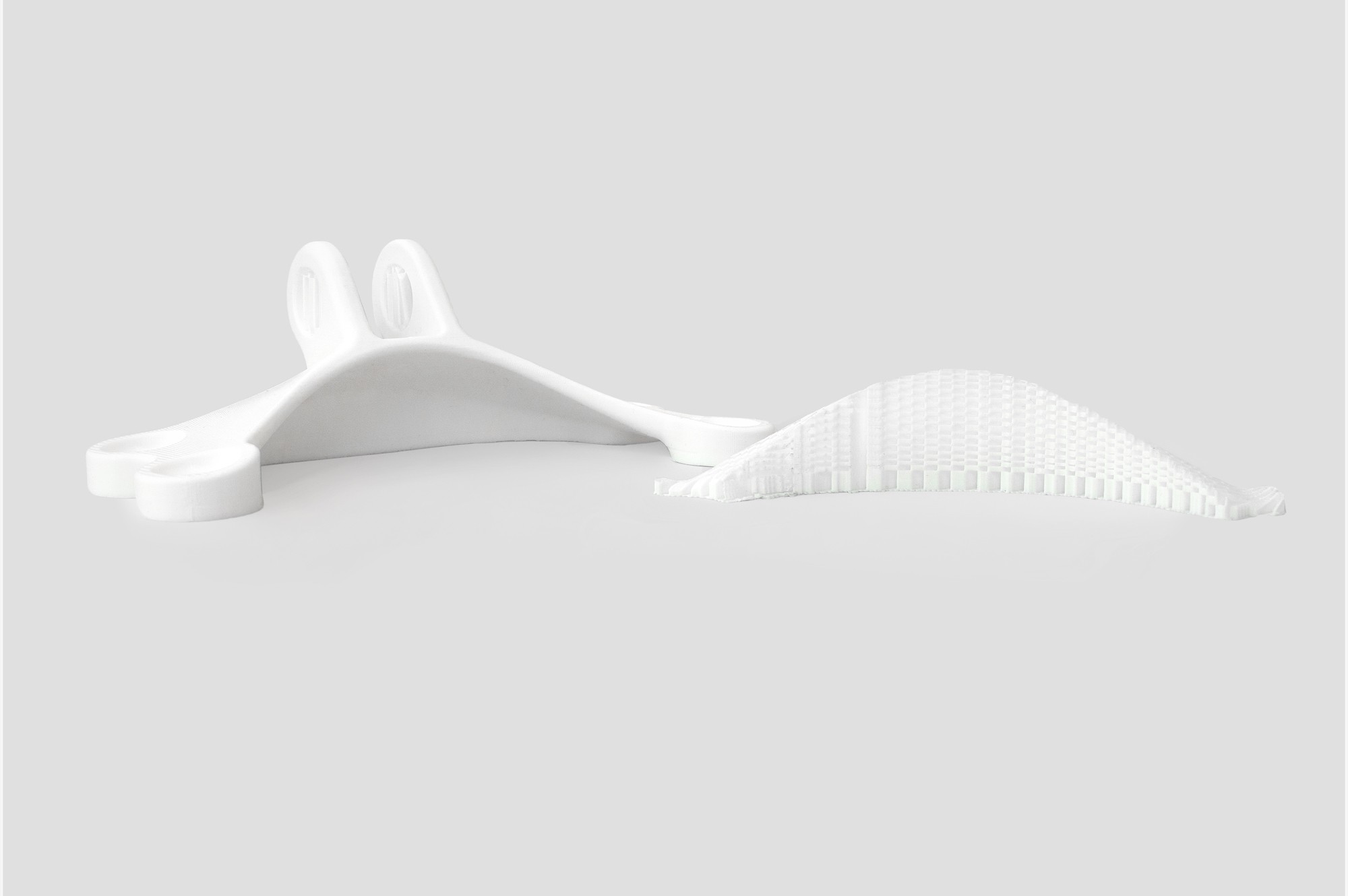
Great for Overhangs
Parts that require large overhangs for example arches, will need the use of PVA to support the print.
Disadvantage
PVA needs to be stored in a airtight container because it is highly hygroscopic which will make the printing process difficult.
Disadvantage
PVA can cause clogging of the nozzles during the printing process. This is especially pronounced when the printing process requires the heated extruder to remain stationary for long periods of time.
Dissolves in D-Limonene
HIPS dissolves in citrus based acids like D-Limonene where it can be used as a support material for complex parts that are made from namely ABS.
Great for ABS Overhangs
HIPS is a great support materials for complex ABS geometric 3D prints in the same way how PVA works well with PLA. This is due to it being able to adhere well to ABS during printing allowing for smooth parts once removed.
Impact Resistant and Easy to Print
HIPS is highly impact resistant and can be used to create proof of concept functional parts. HIPS creates great looking 3D prints and it is also inexpensive, which means it is ideal for rapid prototyping models.
Durable, Strong & Lightweight
HIPS is highly strong and also lightweight meaning it can be used to create a variety of functional prototypes.
Disadvantage
HIPS can face warping issues that can make it challenging to print.
Disadvantage
HIPS is hygroscopic and needs to be stored in a airtight bag.
Strength
Carbon printed parts offer really high strength parts that are stiff and very rigid. These parts can be used with great effect for functional prototypes.
Lightweight
The added benefit of using carbon filament is in conjunction with the strength properties, parts are also extremely lightweight which opens up a wide range of use cases for engineering.
Impact Resistant
Parts produced with carbon filament have impact resistance which is comparable or even exceeds other printing materials in the market.
Durable and Heat Resistant
Unlike ABS and PLA, carbon printed parts have the additional benefit of being very abrasion resistant which offers longer lasting parts that look good and function well with great heat resistant.
Disadvantage
Carbon filament is abrasives and can clog and ruin non specialised nozzles.
Disadvantage
Carbon prints are an abrasive finish and cannot be post processed.